El problema de esta empresa de logística tiene un cuello de botella en el proceso de clasificación de paquetes. Así que partimos de esta premisa para llevar a cabo un focus group con el personal involucrado en el proceso, encontrando las siguientes posibles causas:
- Baja calidad de impresión.
- Insuficiencia de estaciones de trabajo.
- Hardware obsoleto (dependencia de registros manuales).
- Deficiencia en iluminación y señalética
- Desincronización en la recepción (llegada de transportistas fuera de tiempo).
- Layout ineficiente.
- Inexistencia de un área de excepciones.
- Falta de criterios de clasificación.
- Saturación por aglomeración.
- Errores de asignación manual.
- Falta de capacitación técnica.
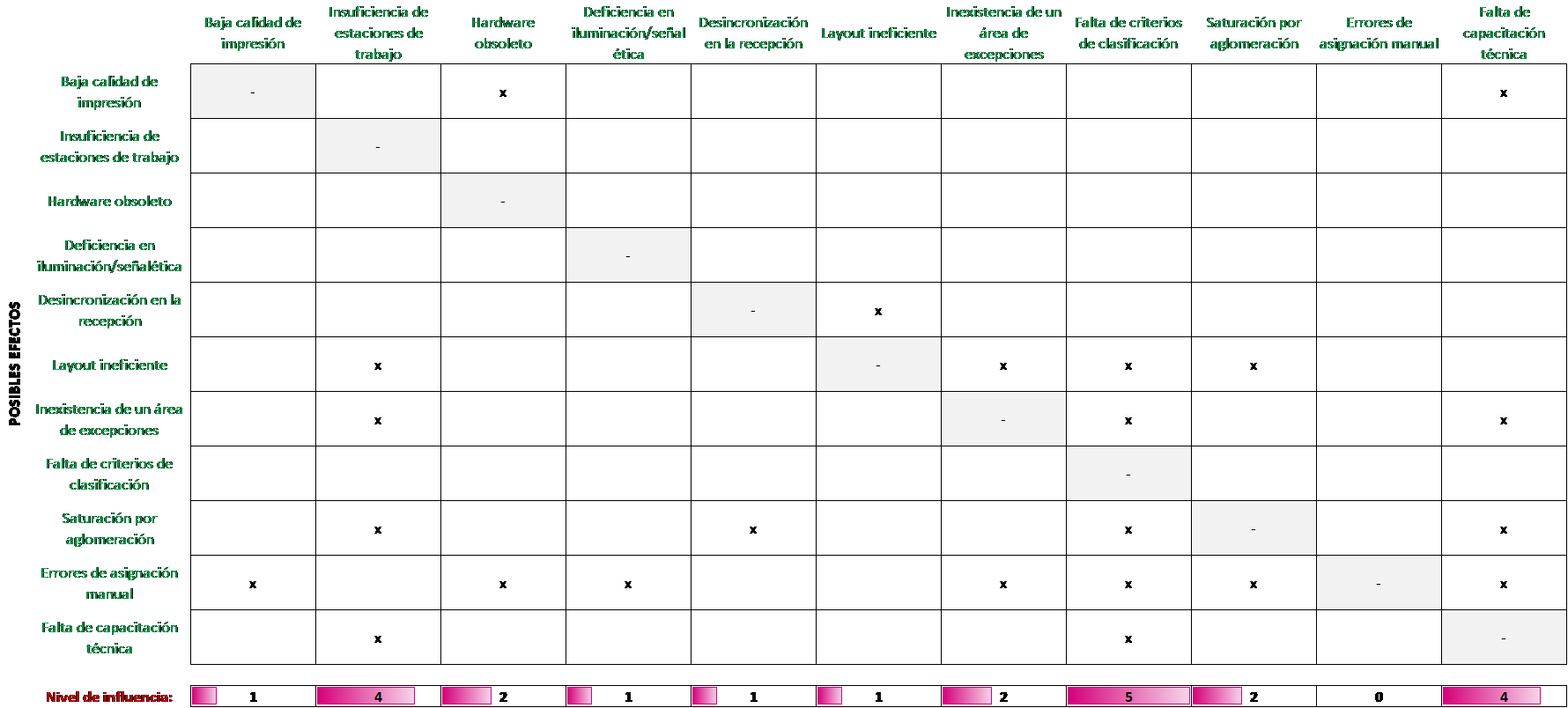
Las causas encontradas se registraron y se analizaron en una matriz causal [1]:
Encontrando así que la causa más influyente es la falta de criterios de clasificación: los operadores, y el personal en general, no tienen a su disposición una guía bien definida o estandarizada para la clasificación de los paquetes. Esto ocasiona que en la operación haya errores y, en situaciones de pico, todos se aglomeren causando un caos; además, la empresa está prescindiendo de una metodología que, por un lado, le ayude a diseñar layouts que maximicen la eficiencia de clasificación y consideren un área de excepciones y, por otro lado, sirva para la elaboración de un manual con el que puedan capacitar al personal.
Para solucionar el problema, propondría las siguientes estrategias, considerando algunos aspectos que se relacionen con las causas que tuvieron puntuación 4 en la matriz:
- Mapear el proceso de clasificación para identificar puntos de fricción.
- Registrar las mejores prácticas tanto de los operadores más eficientes como de empresas del sector.
- Definir indicadores como la eficiencia del tiempo de clasificación para validar el layout.
- Rediseñar el layout actual con un análisis de tiempos y movimientos, incluyendo un área de excepciones y evaluando la posibilidad de ampliar el área de trabajo.
- Registrar en un manual guía el proceso de clasificación detalladamente, que se apoye en el nuevo layout y la señalética adecuada preservando el orden en las estaciones de trabajo.
- Diseñar e implementar una capacitación tanto para los operadores y supervisores actuales como para personal de nuevo ingreso.
Aunque el problema no está específicamente en el transporte, el efecto sí puede contribuir al coste del tiempo de transportación, viendo a ésta como una de las directrices de la cadena de valor, según Chopra & Meindl [2]. Es importante atender esta causa porque determina una falla estructural de la empresa que no sólo hace ineficiente su operación sino que impacta en la capacidad de respuesta a sus clientes.
1. George, M. L., Maxey, J., Rowlands, D., & Price, M. (2015). The Lean Six Sigma pocket toolbook: A quick reference guide to 100 tools for improving quality and speed. McGraw-Hill Education.
2. Chopra, S., & Meindl, P. (2020). Gestión de la cadena de suministro: Estrategia, planeación y operación (7ª ed.). Pearson Educación.