Análisis causal aplicado
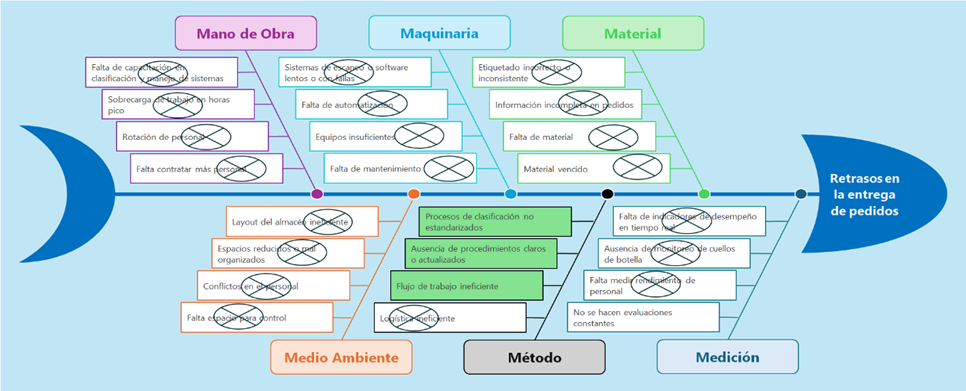
Para analizar el problema se aplicó el diagrama de Ishikawa (causa–efecto), esta herramienta permite identificar, organizar y visualizar las posibles causas de un problema agrupándolas en categorías, comúnmente estas categorías son: métodos, mano de obra, maquinaria, materiales, medición y medio ambiente.
1. Aplicación del diagrama de Ishikawa
Se definió como efecto principal:
- Retrasos en la entrega de pedidos
Se analizaron las causas en la fase crítica detectada: clasificación de paquetes en el almacén, organizándolas así:
|
Problema |
Retrasos en la entrega de pedidos |
||||||||||
|
|
Mano de Obra |
|
Maquinaria |
|
Material |
|
Medio Ambiente |
|
Método |
|
Medición |
|
1 |
Falta de capacitación en clasificación y manejo de sistemas |
1 |
Sistemas de escaneo o software lentos o con fallas |
1 |
Etiquetado incorrecto o inconsistente |
1 |
Layout del almacén ineficiente |
1 |
Procesos de clasificación no estandarizados |
1 |
Falta de indicadores de desempeño en tiempo real |
|
2 |
Sobrecarga de trabajo en horas pico |
2 |
Falta de automatización |
2 |
Información incompleta en pedidos |
2 |
Espacios reducidos o mal organizados |
2 |
Ausencia de procedimientos claros o actualizados |
2 |
Ausencia de monitoreo de cuellos de botella |
|
3 |
Rotación de personal |
3 |
Equipos insuficientes |
3 |
Falta de material |
3 |
Conflictos en el personal |
3 |
Flujo de trabajo ineficiente |
3 |
Falta medir rendimiento de personal |
|
4 |
Falta contratar más personal |
4 |
Falta de mantenimiento |
4 |
Material vencido |
4 |
Falta espacio para control |
4 |
Logística ineficiente |
4 |
No se hacen evaluaciones constantes |
Diagrama de Ishikawa
2. Causa raíz identificada
Se identifica la causa raíz, como: Falta de estandarización y eficiencia en los procesos de clasificación (métodos), combinada con un diseño ineficiente del flujo operativo en el almacén.
Justificación:
- El problema se concentra en una etapa específica (clasificación), no en toda la cadena.
- La recurrencia de retrasos indica un problema sistémico, no aislado.
- La falsa hipótesis inicial (falta de transportistas) evidencia que el problema no es de capacidad de entrega, sino de preparación previa.
Los procesos deficientes generan cuellos de botella, independientemente del número de empleados o transportistas.
3. Estrategias de solución
- Estandarización de procesos: Documentar procedimientos operativos, definir tiempos estándar de clasificación, implementar mejores prácticas tipo Lean Logistics.
- Rediseño del layout del almacén: Optimizar flujo de materiales (recepción-clasificación-despacho), reducir movimientos innecesarios, aplicar técnicas como 5S.
- Implementación tecnológica: Sistemas de clasificación automatizada, mejora de software de gestión, uso de códigos de barras.
- Capacitación del personal: Entrenamiento en procesos estandarizados, simulación de picos de demanda, evaluación de desempeño.
- Monitoreo y control: Indicadores: tiempo de clasificación, pedidos procesados por hora, errores, tableros visuales, Análisis continuo de cuellos de botella.
4. Conclusión
El uso del diagrama de Ishikawa permitió pasar de una percepción inicial incorrecta a una comprensión estructurada del problema, identificando que el verdadero origen está en los procesos internos del almacén. Atacar la causa raíz (ineficiencia y falta de estandarización) permitirá mejorar significativamente los tiempos de entrega y la competitividad de la empresa.
Ishikawa, K. (1985). What is total quality control? The Japanese way. Prentice Hall.
Slack, N., Brandon-Jones, A., & Johnston, R. (2016). Operations management (8th ed.). Pearson Education.